-
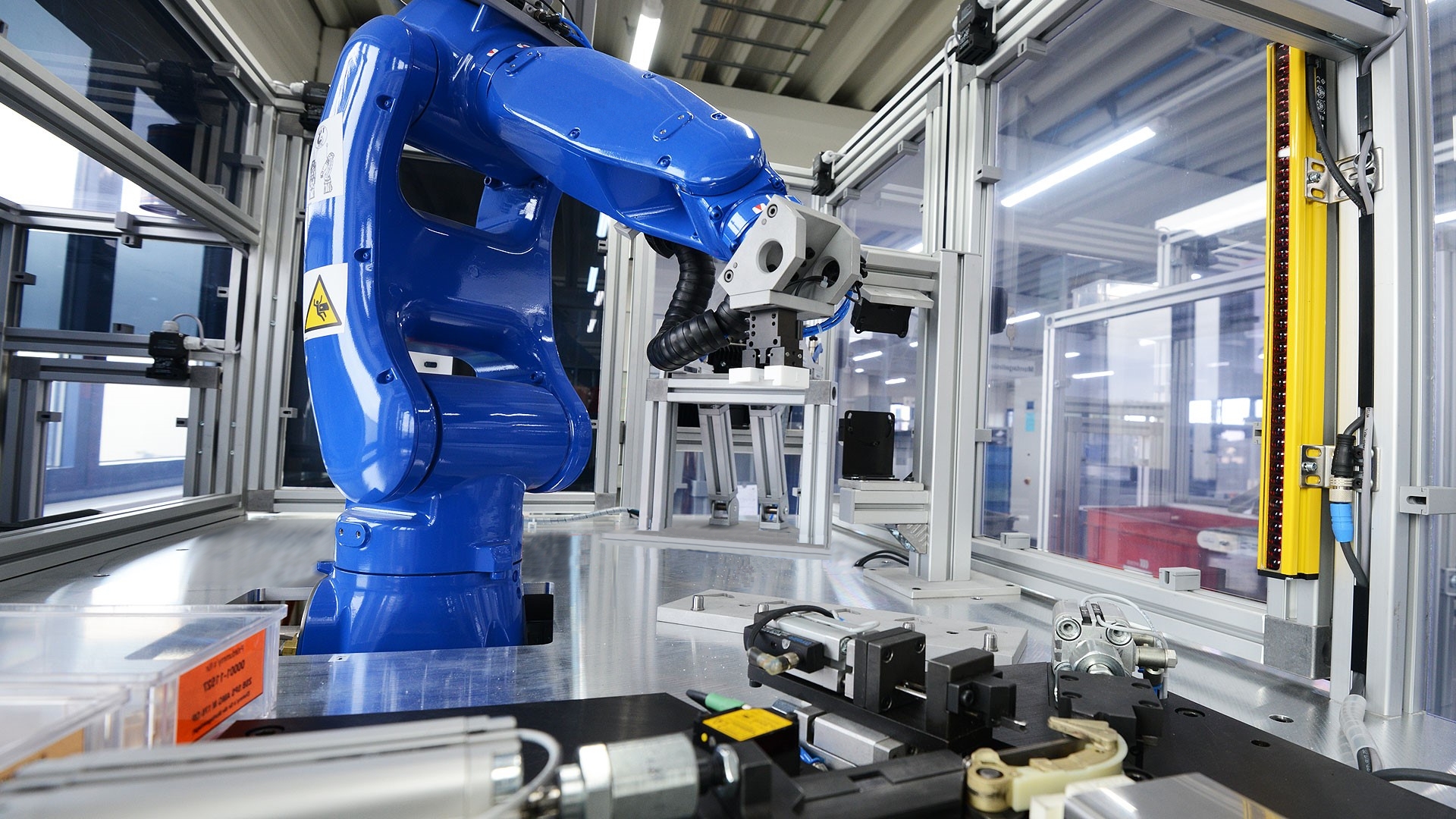
Unsere Leistungen
Ab der ersten Idee bis zur präzisen Serienfertigung -
wir sind ihr zuverlässiger Partner mit einer umfassende Unterstützung auf jedem Schritt des Weges, damit Ihr Projekt reibungslos zum Erfolg wird. -

Karriere
Die Weiss Kunststoffverarbeitung GmbH & Co. KG in Illertissen hat sich auf die Fertigung von Spritzgussteilen mit deutlich erweiterten funktionalen Ansprüchen konzentriert.
-
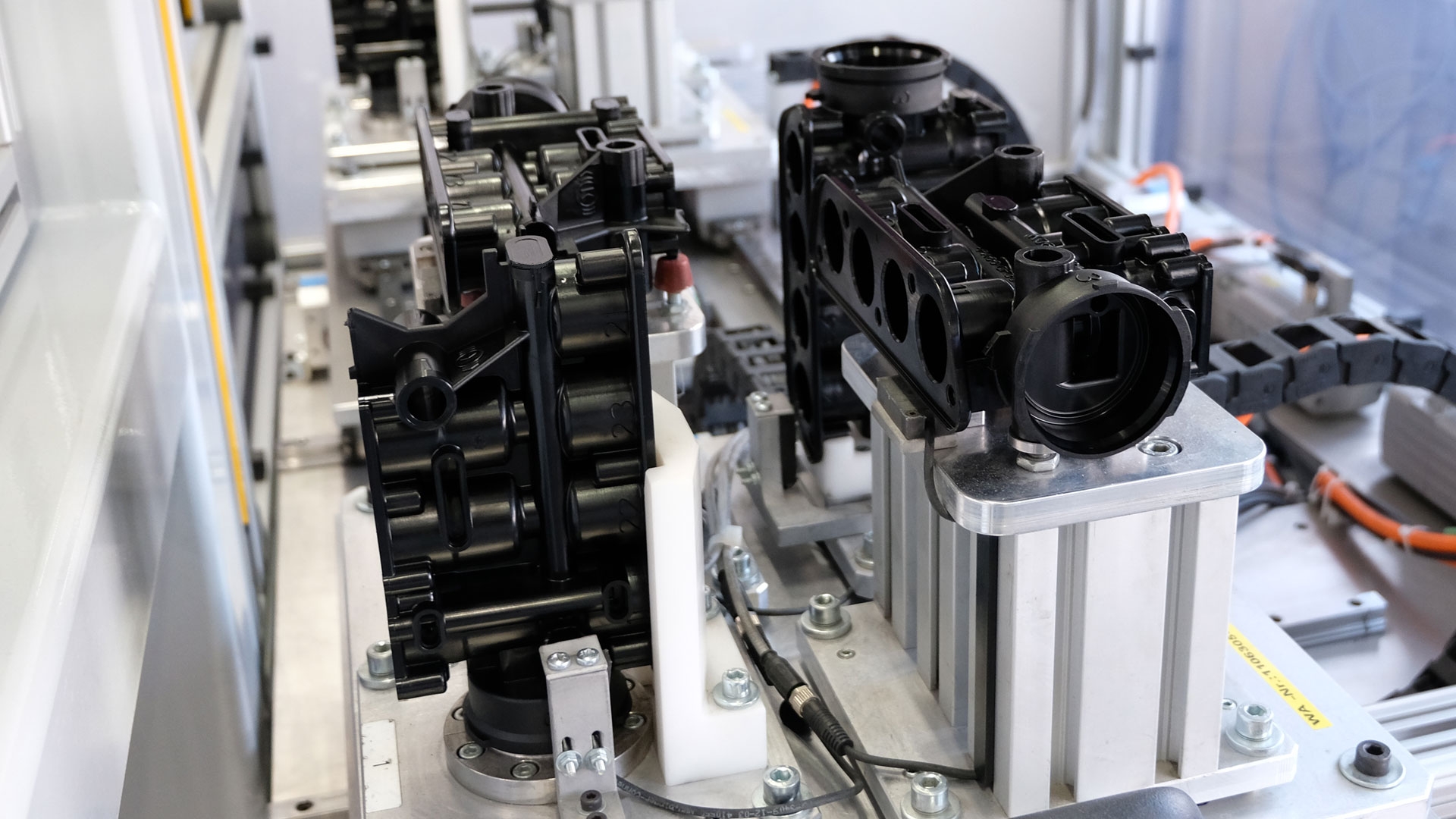
Produkte
Die Weiss Kunststoffverarbeitung GmbH & Co. KG in Illertissen hat sich auf die Fertigung von Spritzgussteilen mit deutlich erweiterten funktionalen Ansprüchen konzentriert.